


无缝钢管壁厚偏差的原因:射孔设备的芯棒用久了会不均匀地刺出管子。 在工业快速发展的过程中,无缝钢管在我国钢铁生产中的比重越来越大。 由于无缝钢管的广泛使用,对其质量也提出了更高的要求。 其中,无缝钢管的壁厚偏差是其质量的重要指标之一,因为壁厚偏差将直接影响无缝管的使用范围。 在当前日益激烈的市场竞争中,如果一个无缝钢管生产企业不能在质量上下功夫,却不能生产出高质量的无缝管,那么很多市场份额的流失是不可避免的。 有很多无缝管生产厂家通过几十年的不断努力和实践,以及与一些有实力的厂家的大量技术交流和实际操作变化,使无缝钢管的壁厚偏差得到了明显改善。 详细告诉大家,无缝钢管在实际生产过程中,一般无缝管存在一些问题:一是穿孔器穿孔过程中产生的偏差。二是装备制造精度和结构。三是设备线路的安装和调整。 四是管坯的加热过程。五是管坯的下料。六是刀具精度的影响。七是使用自动轧机。
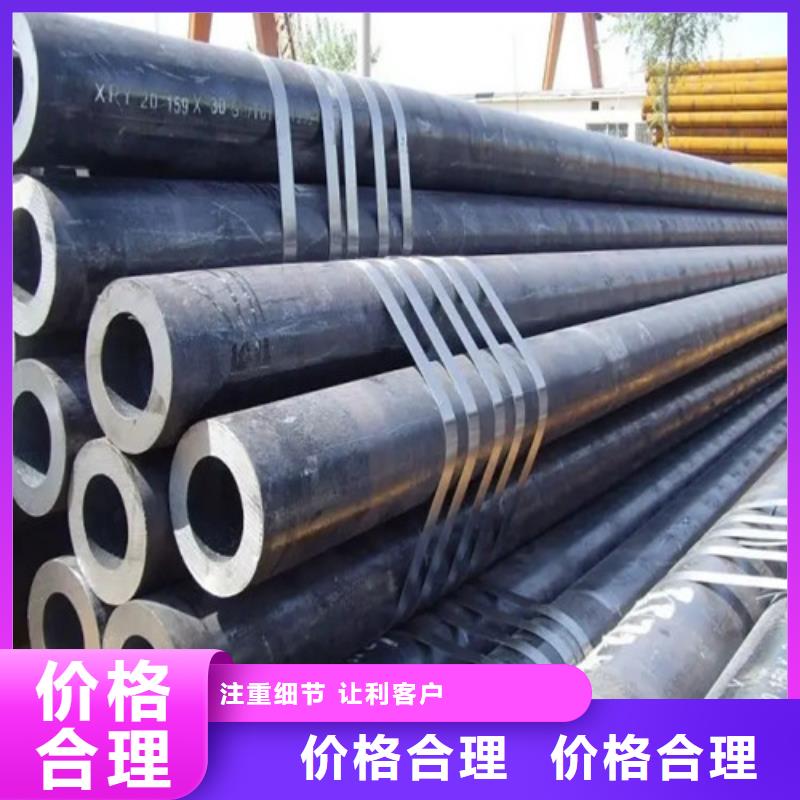
西丰27SiMn大口径无缝管库存充足


热轧,顾名思义,轧件的温度高,因此变形抗力小,可以实现大的变形量。以钢板的轧制为例,一般连铸坯厚度在230mm左右,而经过粗轧和精轧,终厚度为1~20mm。同时,由于钢板的宽厚比小,尺寸精度要求相对低,不容易出现板形问题,以控制凸度为主。对于组织有要求的,一般通过控轧控冷来实现,即控制精轧的开轧温度、终轧温度.圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热处理→矫直→水压试验(探伤)→标记→入库。 无缝钢管的工艺流程: 卫生级镜面管工艺流程: 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修磨——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——冷轧——去油——切头——风干——内抛光——外抛光——检验——标识——成品包装 工业管工艺流程: 管坯——检验——剥皮——检验——加热——穿孔——酸洗——修蘑——润滑风干——焊头——冷拔——固溶处理——酸洗——酸洗钝化——检验——恒温存放——交货